
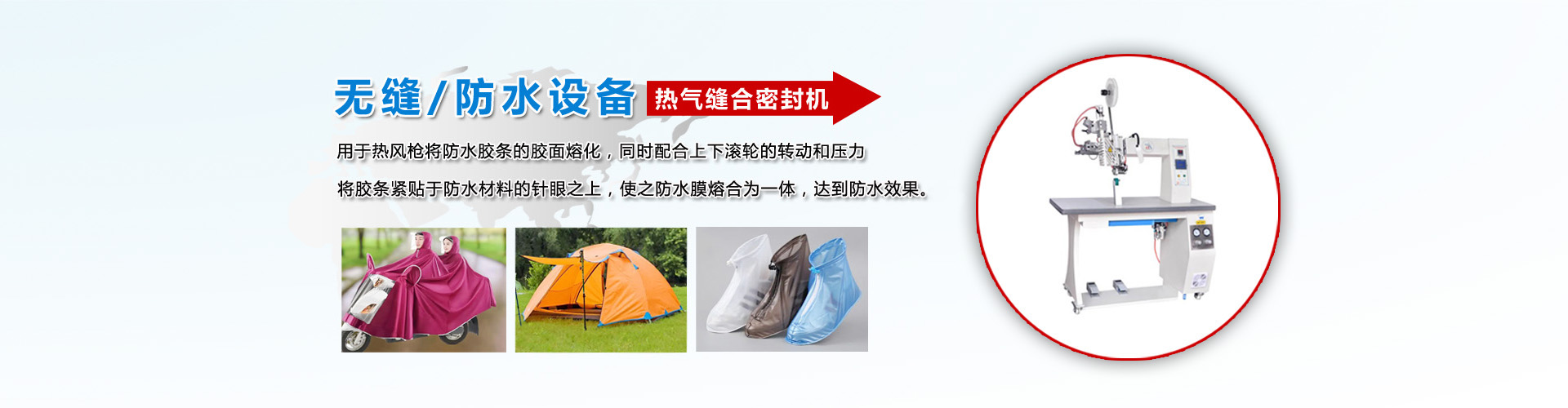



无缝包边机的控制方法
由于缝料中材料的厚度不同其缝纫中的刺料、勾线、挑线、送料四大机构的装配参数也不尽相同。所以四大机构输出的信号也不同。根据包边机运动的控制信号被固化在包边机运动的控制信号的不同零件结构和装配工艺上,从而机械控制方式的稳定性和抗干扰性也要比电脑控制更好。所以包边机工作稳定性相对来说有显著提高,这就是我们说的机械控制位基本控制方式的缝纫机产品技术。








无缝包边机原因分析:导致切布料不畅处理方法:检查切刀是否锋利,检查包缝宽度和切刀宽度一致。7.故障原因:打线凸轮相位有误原因分析:造成收线不良。处理方法:提前打线会明显改变双线迹的均衡,得到美丽的线迹。七、五线(401)空环不良1.故障原因 :原因分析:针线缠绕弯针身上时,线环无法出来处理方法:提高弯针高度或放大针与弯针吃势。2.故障原因:压脚平面与针板面不平行时。原因分析:导致线环无法被压住脱出 处理方法:从新调整压角与针平行或更换压角。3.故障原因:送布牙齿与压脚不平行。原因分析:导致线环无法被压住脱出 处理方法:当送布牙齿露出针板上平面时用一根线检查压角底平面与送布牙齿是否有间隙(四角方向)。4.故障原因:主送布牙和辅助高度。原因分析:高度太低导致空环出不来 处理方法:用粗线时辅助牙齿面应低于主送布牙齿面0.8毫米。

本报告研究与中国包边机的发展现状及未来发展趋势,分别从生产和消费的角度分析包边机的主要生产地区、主要消费地区以及主要的生产商。重点分析与中国的主要厂商产品特点、产品产品类型、不同产品类型产品的价格、产量、产值及和中国主要生产商的市场份额。
按照不同应用,主要包括如下几个方面:
台布
毛圈面料
清洁布
窗帘
其他

您好,欢迎莅临昌启自动化,欢迎咨询...





