
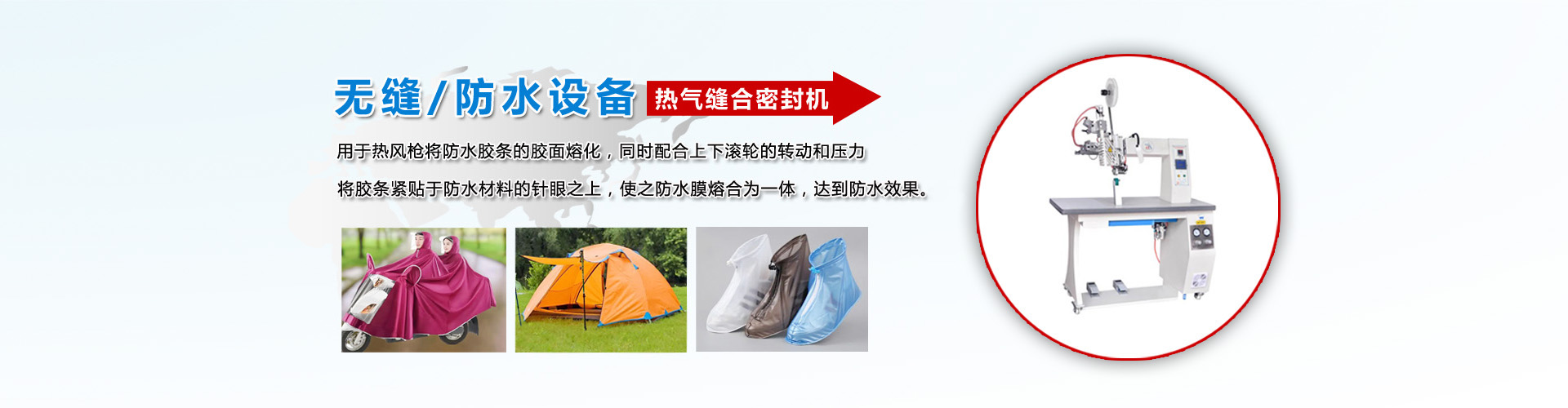



超声波内衣机的独立励磁电路具有频率调节、工频、自动跟踪处理、功率密度调节、脉宽调节、前级过流脉冲处理、过热处理、频率自动跟踪处理、后级过流调节和保护等多种功能,其功率和频率为模拟脉冲高频振荡形式,可随时观察功率和频率的变化,为超声波控制和检测提供准确依据。超声波花边机花轮调整
1、用A4纸调整花轮水平仪后,请同时拧紧花轮气缸的调整螺母,使花轮刚好接触到钢模。
2、根据缝纫或滚花材料的厚度调节花轮压力。材料越厚,压力越高,反之亦然。
3、根据待吹材料的不同、厚度的不同以及花轮图案的复杂程度,综合调整以下三个方面来达到理想的熔断性能 :1)花轮线速度2)花轮压力3)超声波功率。







超声波内衣机采用宽带跟踪技术,使超声波发生器的输出频率与换能器的频率一致,保证了缝制和压花的质量,大大延长了超声波发生器和换能器装置的使用寿命。超声波内衣机高频振动波用于传递待焊接材料的两个或多个表面,超声波压花机工作原理:超声波花边机的宽带跟踪技术:当超声波发生器的输出频率与换能器的频率不匹配时,不仅影响实验效果,而且偏差大时会损坏设备。
超声波内衣机原理:在压力下,材料表面相互摩擦,形成分子层之间的熔合。其优点是快速,导电性好、接近冷加工。超声波压花机特点:焊接时间短,无需针线自动超声波缝合,省去了频繁更换针线的麻烦。缝纫速度是缝纫机纤维的5-10倍,宽度由客户决定。由于没有针,避免了断针留在物料中的情况,消除了安全隐患。

一般超声波内衣机的花轮的设置,是将其一轴端轴设于机头下方一内花轮支架上,而使其另一轴端轴接于可拆卸组装的外花轮支架上,然而在操作之际,常因花轮无法顺利定位成水平状,以致于不能完全些微接触到喇叭盘;或当花轮处于喇叭盘上作用一段时日后,不论是花轮上的刻花纹路或是喇叭盘的工作宽度表面,难免会有磨损的情形产生,遂而造成可塑性织物无法进行熔接裁剪工作。然而一般的操作人员的解决方法,皆是以一字型的螺丝起子,以其螺头端插入外花轮支架上方的两角端,借助杠杆原理的方式向下顶抵,以便抵动外花轮支架,而达到调整花轮的作用。

您好,欢迎莅临昌启自动化,欢迎咨询...





